Product


What’s NT MEVIUS series ?
NTMEVIUS Series is tooling developed reflecting the needs from Asian market. Manufactured by NT TOOL (THAILAND) Co.,Ltd. under the strict QC system of NT TOOL CORPORATION in Japan.

What’s NT MEVIUS series ?
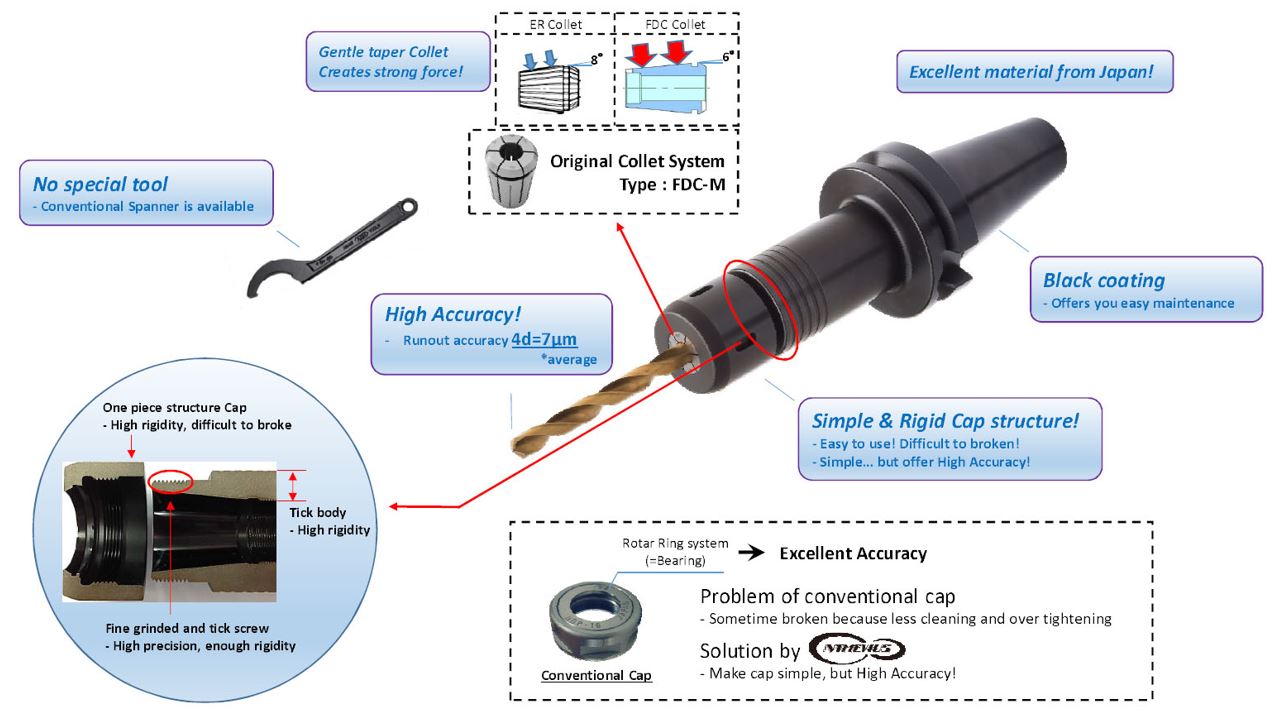
User friendly !
- Sometime broken because less
cleaning and over tightening

- Cap is often broken because of
less cleaning and over tightening.
- High rigidity difficult to broke
with enough
rigidity & accuracy

Fine grinded and tick screw
- High precision, enough rigidity
The holder body is entirely blackoxide coated.

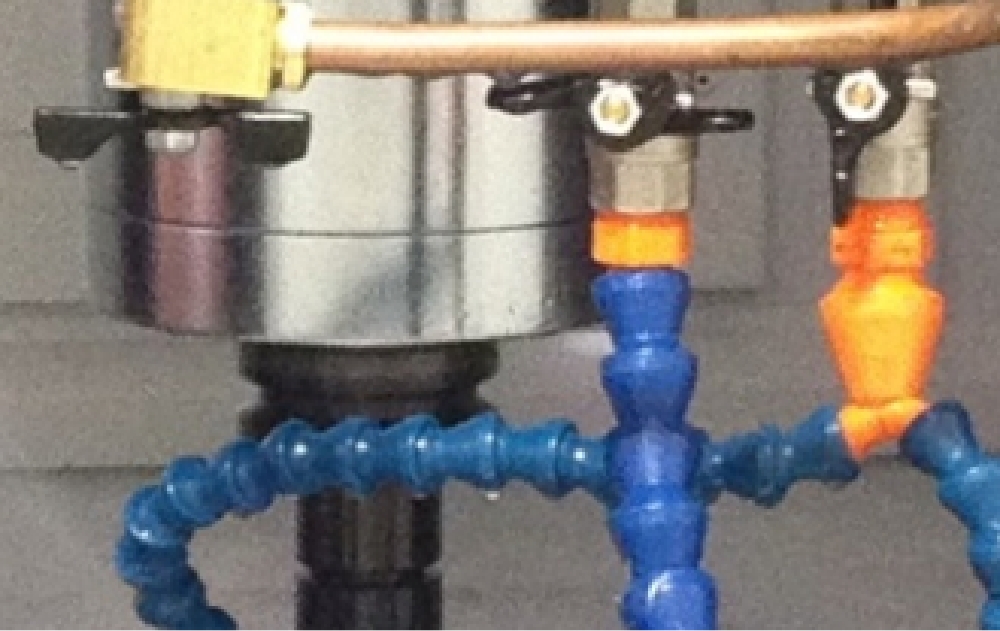
Internal coolant feeding is possible by replacing the collet with FDC-OH or FDC-C type collet.

For cutting tool with oil hole

For cutting tool with oil hole
High accuracy !
Thanks to our original Collet system FDC-M,
NTMEVIUS can offer high accuracy and strong clamping torque.

Technical data – Chucking torque
Comparison chucking torque (MDC12 vs ER20)
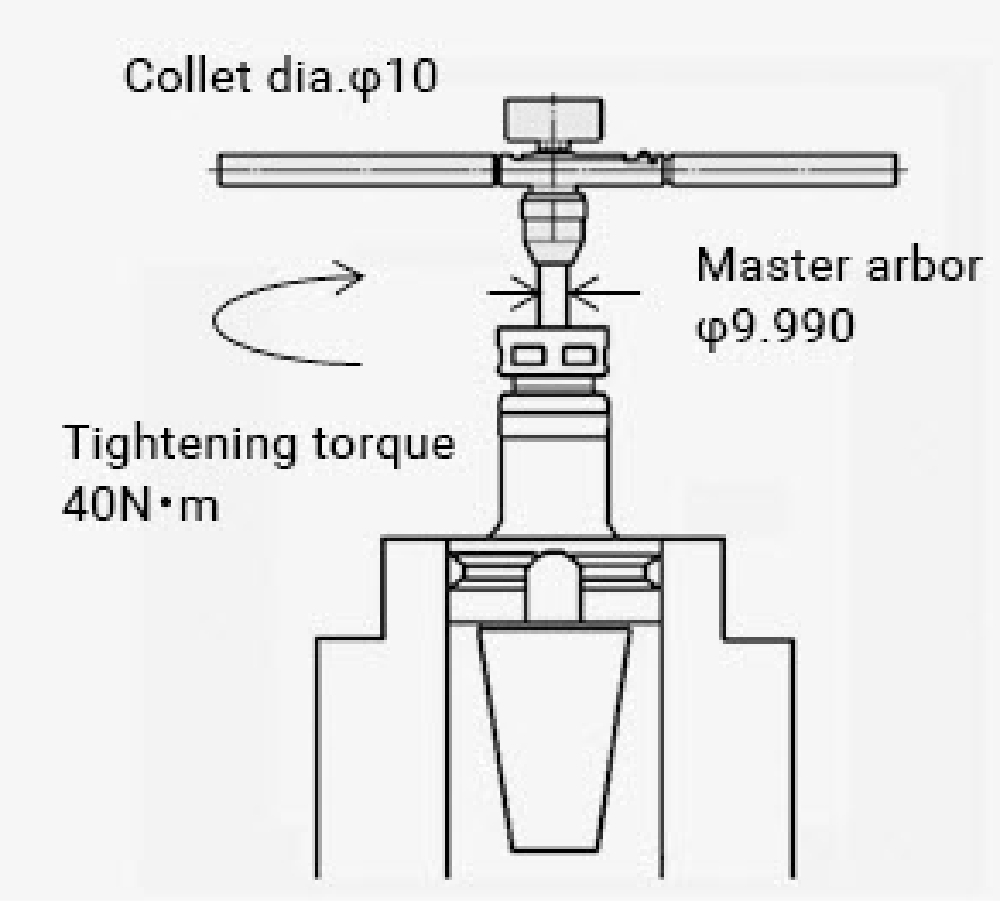
HOW TO EVALUATE
Measure slip torque with Master arbor
| CHUCKING TORQUE WITH ER COLLET (N・M) | ||||
|---|---|---|---|---|
| Brand | 1 | 2 | 2 | Ave |
| Company A (EURO) BT30/ER20×050 | 35 | 40 | 35 | 36.7 |
| Company B (Asia) BT30-ER20-60 | 30 | 35 | 30 | 31.7 |
| Company C (Asia) BT30-ER20-70 | 35 | 35 | 35 | 35.0 |
| Company D (Asia) BT30-SKA13-90 | 30 | 30 | 35 | 31.7 |

| CHUCKING TORQUE WITH ER COLLET (N・M) | ||||
|---|---|---|---|---|
| Brand | 1 | 2 | 2 | Ave |
| NT MEVIUS BT30-MDC12-90 | 45 | 45 | 45 | 45.0 |
NTMEVIUS IS 20~30% STRONGER THAN ER COLLET !!
Technical data – High balance
Comparison of unbalance value
| CHUCKING TORQUE WITH ER COLLET (N・M) | ||
|---|---|---|
| NTMEVIUS BT30-MDC12-90 | 1.484g・mm~2.451g・mm | O |
| Company A (EURO) BT30/ER20×050 | 1.04g・mm~2.04g・mm | O |
| Company B (Asia) BT30-ER20-60 | 4.70g・mm~7.04g・mm | x |
| Company C (Asia) BT30-ER20-70 | 3.36g・mm~6.63g・mm | x |
| Company D (Asia) BT30-SKA13-90 | 1.20g・mm~3.64g・mm | O |
■ NTMEVIUS CAN BE ROTATED UP TO 20,000RPM !
Note
- G grade will be changed according to rotational speed.
- Unbalance value may be changed depend on size, but NTMEVIUS can be used up to 20,000min-1
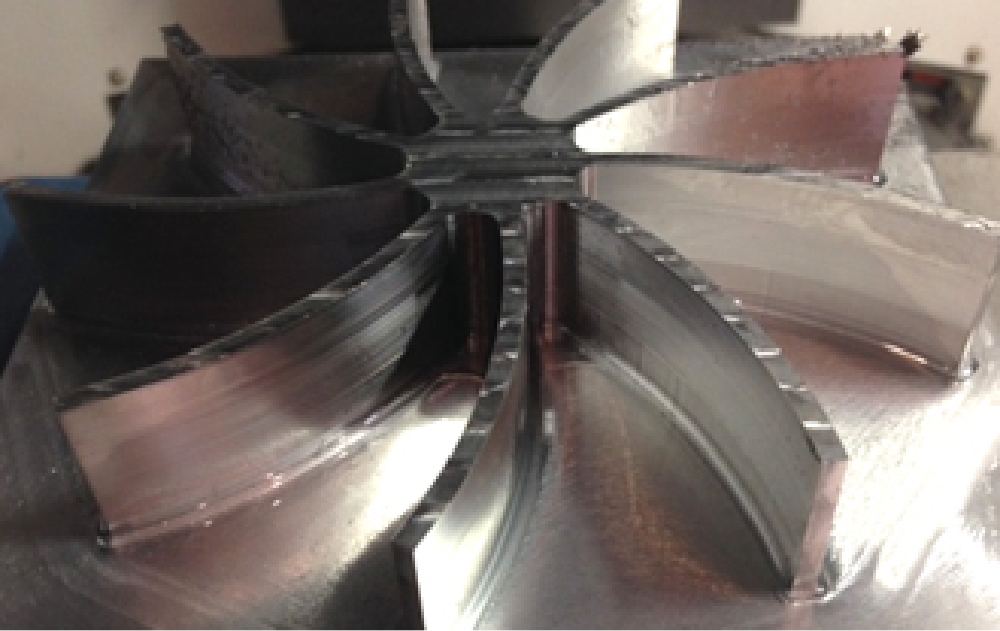
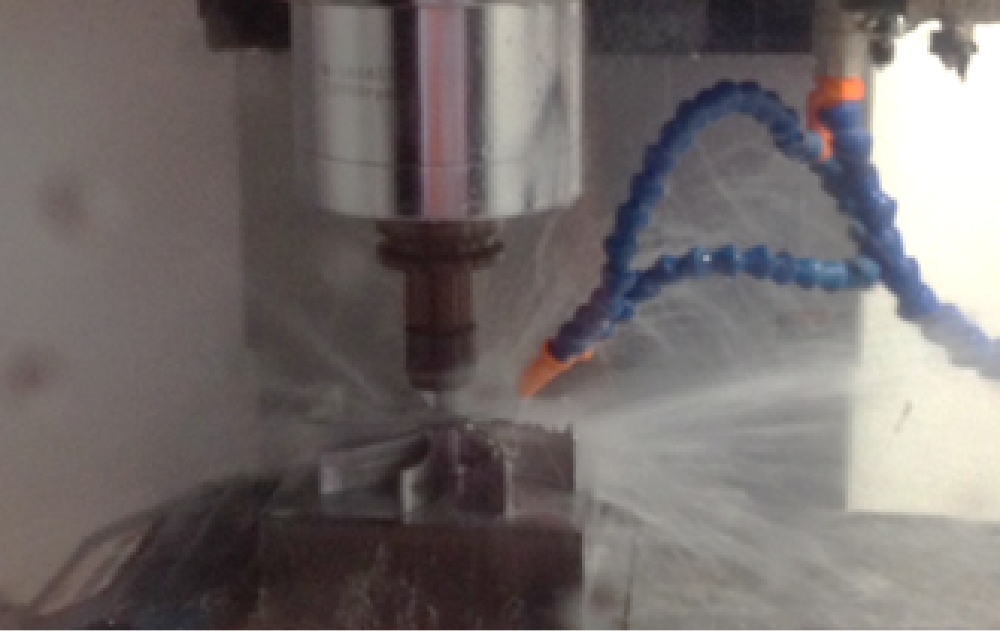
 CUTTING EXAMPLE
CUTTING EXAMPLE

■ Semi-finishing process
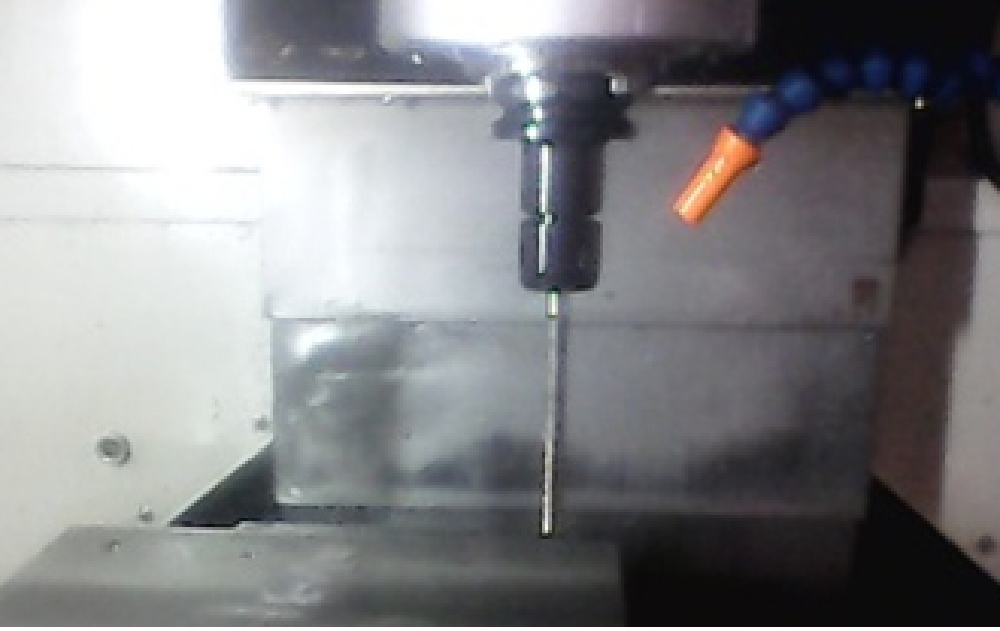
■ Finishing process
■ Cutting condition (Finishing process)
■ Before
– Shorten cycle time
■ After

Good Value for Money
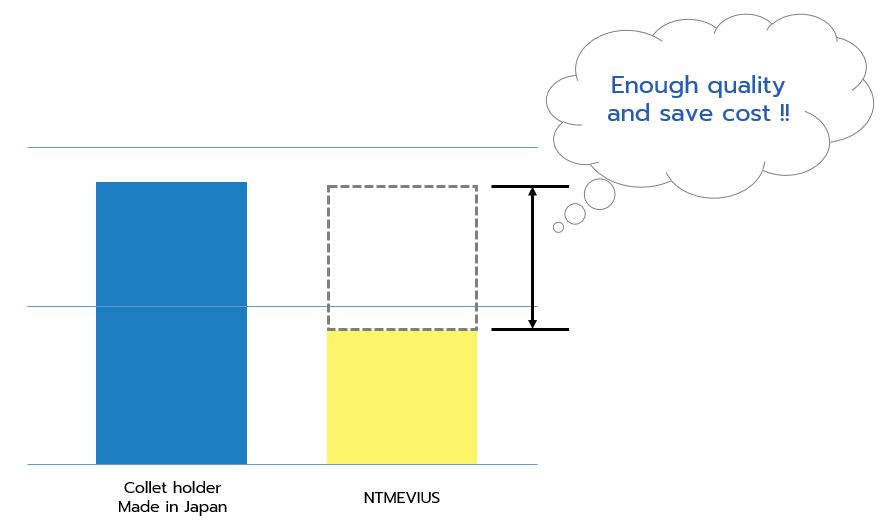
Review of features